Виды арматуры
Для изготовления арматурных стержней и каркасов применяют стали, указанные в таблице 1.
Таблица 1. Арматурная сталь для железобетонных изделий
| Наименование | ГОСТ | Класс | Марка стали | Диаметр, мм | Поставка |
| Горячекатаная гладкая арматурная сталь | 5781-(..) | A-I | Ст3 | 6…40 | 6…12-в мотках |
| 14…40-в стержнях | |||||
| Горячекатаная арматурная сталь периодического профиля | 5781-(..) | A-II | Ст5 | 6…40 | 6…12-в мотках |
| 18Г2С | 40…80 | 14…80-в стержнях | |||
| A-III | 25Г2С | 10…40 | 6…10-в мотках | ||
| 32Г2Рпс | 6…22 | 12…40-в стержнях | |||
| A-IV | 80С | 10…18 | В стержнях | ||
| 29ХГ2Ц | 10…32 | В стержнях | |||
| A-V | 23Х2Г2Т | 10…32 | В стержнях | ||
| Упрочнённая вытяжкой арматурная сталь | 5781-(..) | A-IIв | Ст5 | 6…40 | 6…10-в мотках |
| 80Г2С | 80Г2С | 12…80-в стержнях | |||
| A-IIIв | 25ГС | 10…40 | 7…10-в мотках | ||
| 32Г2Рпс | 6…22 | 12…40-в стержнях | |||
| Холоднотянутая арматурная гладкая проволока | 6727-(..) | B-I | Ст3 | 3, 4, 5 | В мотках |
| Холоднотянутая арматурная проволока периодического профиля | Bр-I | Bр-I | Ст3 | 3, 4, 5 | В мотках |
| Термомеханическая и термическая упрочненная сталь периодического профиля | 10884-(..) | Aт-IIIс | Ст5 | 10…18 | В стержнях |
| Aт-IVс | 25Г2С, 10ГС2 | 10…28 | То же | ||
| Aт-IV | 20ГС | ||||
| Aт-V | |||||
| Примечание: Применяемая в строительстве арматурная сталь с винтовым профилем (ТУ 14-2-448-..) имеет номинальные диаметры стержней 18, 25, и 32мм, по химическому составу, механическим свойствам и классу соответствует арматурным сталям по ГОСТ 5781-.. и ГОСТ 10884 | |||||
Арматурную сталь выпускают:
- гладкую горячекатаную сталь — для армирования железобетонных конструкций (ГОСТ 5781-..)
- гладкую сталь периодического профиля — для армирования обычных и предварительно напряжённых железобетонных конструкций (ГОСТ 5781-..)
- стержневую сталь арматурную и термически упрочнённую периодического профиля — для армирования предварительно напряжённых железобетонных конструкций (ГОСТ 10884-..)
- сталь горячекатаная по ГОСТ 5781-(..) — имеет 5-ть классов (A-I; A-II и Ac-II, A-III, A-IV, A-V)
- сталь термически упрочнённая по ГОСТ 10884-(..) — имеет 4-е класса (Aт-IV, Aт-V, Aт-VI, Aт-VII)
В обозначении арматуры на чертежах указан диаметр в миллиметрах, класс и ГОСТ.
Например:
Стержень арматуры периодического профиля диаметром 20 мм имеет обозначение 20 A-II ГОСТ 5781
Стержень гладкой арматуры диаметром 8 мм имеет обозначение
8 A-I ГОСТ 5781
Стержень гладкой холоднотянутой арматурной проволоки периодического профиля диаметром 4 мм имеет обозначение
4 Вр-I ГОСТ 6727
Товарные арматурные изделия
При изготовлении арматурных каркасов следует руководствоваться указаниями СНиП III-15-(..), а также рабочими чертежами проекта производства работ.Как правило, арматуру изготавливают в специализированных цехах в виде укрупнённых элементов.
Сварочные работы выполняют в соответствии с «Указаниями по сварке соединений арматуры и закладных деталей железобетонных конструкций» (СН 393-..). Эти работы должны выполнять сварщики, прошедшие соответствующий курс обучения и имеющие специальные свидетельства.
Ручная вязка арматуры разрешается в исключительных случаях, при выполнении мелких работ.В строительстве преимущественно используют плоские и рулонные арматурные сетки по ГОСТ 8478-(..) «Сетки сварные для армирования железобетонных конструкций. Сортамент и технические требования» и тяжёлые сварные унифицированные арматурные сетки по ГОСТ 23279-(..) из стержневой арматуры.
Арматурные сетки могут быть использованы как законченные изделия или как полуфабрикат, подвергаемый дальнейшей доработке:
- разрезка на части
- вырезка отверстий
- приварка дополнительных стержней
- гибка
- укрупнительная сборка в объёмные каркасы и т.п.
Изготовление пространственных каркасов целесообразно производить из сварных и рулонных сеток. Свариваемость основного металла можно предварительно оценить по группам.
Таблица 2. Группы свариваемости сталей
| Группа | Свариваемость | Характеристика |
| I | Хорошая | Свариваются любыми способами без применения особых приёмов, образуя сварные соединения высокого качества. |
| II | Удовлетворительная | Для получения сварных соединений высокого качества требуется строгое соблюдение режимов сварки, применение специального присадочного металла, особо тщательная очистка свариваемых кромок и нормальные температурные условия сварки, а в некоторых случаях — предварительный и сопутствующий подогрев до 100-150оС, а также термообработка. |
| III | Ограниченная | В обычных условиях сварки стали склонны к образованию трещин. Перед сваркой их подвергают термообработке и подогреву до 250-400оС с последующим отпуском. |
| IV | Плохая | Качество сварных соединений пониженное, швы склонны к образованию трещин несмотря на то, что при сварке применяют сложные технологические приёмы, обязательный подогрев изделий, предварительную и последующую термообработку. |
Арматурные каркасы из фасонной стали (швеллер, уголок и закладные детали) изготавливают с соблюдением требований СНиП III-18.
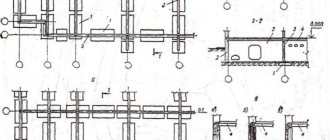
Формирование каркаса
Изготовление арматурного каркаса для ленточного фундамента
Сначала каркас делается вне опалубки, но для ускорения процесса возведения дома, многие застройщики каркас делают непосредственно в траншее. Готовую конструкцию заливают бетоном, а опалубку покрывают гидроизоляционным слоем. Некоторые важные моменты при армировании ленточного фундамента:
- если нет проекта будущего здания, тогда армирование проводится самостоятельно. При этом нужно использовать не менее двух вертикальных поясов, а горизонтальные пояса укладывают в зависимости от глубины залегания основания;
- каждый пояс должен располагаться на расстоянии не менее 25 см от следующего;
- выбор количества арматурных поясов также зависит от типа фундамента.
Для мелкозаглубленного основания может быть меньше поясов, чем для глубоко заглубленного. Количество арматурных поясов будет минимальным для не заглубленного основания.
Финансовый фактор. В некоторых случаях будет целесообразно использовать композитную арматуру с более высокими показателями прочности, чем металлическую.
Закладные изделия
Закладные детали служат для соединения между собой сборных железобетонных конструкций при монтаже их с целью образования жёсткого каркаса. Закладные детали изготавливают из листовой и профильной стали путём механизированной заготовки элементов и контактной точечной, рельефной и дуговой сварки, а также холодной штамповки.
Основные типы и конструктивные формы элементов сварных соединений закладных деталей должны назначаться в соответствии с ГОСТ 19292.
Таблица 3. Рекомендации по выбору сталей для закладных деталей
| Характеристика закладных деталей | Условия эксплуатации конструкций | |||
| до Т = -30оС | от Т = -30оС до Т = -40оС | |||
| марка стали по ГОСТ 380-(..) | толщина проката, мм | марка стали по ГОСТ 380-(..) | толщина проката, мм | |
| 1. Закладные детали, рассчитываемые на усилия статистических нагрузок | Ст3пс2 | 4…25 | ВСт3пс6 | 4…10 |
| ВСт3сп5 | 4…25 | |||
| 2. Закладные детали, рассчитываемые на динамические и многократно повторяющиеся нагрузки | ВСт3сп5 | 4…25 | ВСт3сп5 | 4…25 |
| 3. Закладные детали конструктивные, не рассчитываемые на силовые воздействия | ВСт3кп | 4…30 | ВСт3кп2 | 4…30 |
| БСт3кп2 | 4…30 | ВСт3пс3 | 4…30 | |
При хранении и перевозке арматуры, заготовок и каркасов они должны быть надёжно защищены от увлажнения, загрязнения и повреждений.
Установка арматурных каркасов
Установку арматуры необходимо выполнять по схемам, разработанным в проекте производства работ (ППР), что обеспечивает правильную последовательность монтажа.Доски для перехода рабочих по арматуре укладывают и крепят согласно ППР.При монтаже все сварные соединения выполняют способом ванной сварки в инвентарных формах.
Дуговую сварку можно применять с использованием остающихся стальных элементов: скоб, подкладок, накладок и др.В виде исключения при соединении арматуры внахлёстку или с накладками, разрешается дуговая сварка многослойными или протяжёнными швами.
При необходимости замены марки стали, указанной в проекте, сталью другой марки, а также при замене стержней одного диаметра другими нужно соблюдать следующие требования:
- при замене стержней одного диаметра стержнями другого диаметра из стали той же марки — суммарная площадь сечения арматуры должна быть равновелика площади сечения, предусмотренной проектом
- при замене стержней из стали одной марки или вида стержнями другой марки или вида — расчётная площадь сечения арматуры должна изменяться обратно пропорционально расчетным сопротивлениям запроектированной и фактически применяемой стали
Защитные покрытия арматуры (если они предусмотрены проектом) наносят согласно СНиП III-15. Целостность защитного слоя арматуры проверяют перед бетонированием, обнаруженные дефекты устраняют.
Стыковать каркасы, сетки и отдельные стержни при монтаже арматуры следует по рабочим чертежам и указаниям СНиП II-21 и СН 393.
В местах пересечения арматуры в каркасах:
стержни штучной арматуры диаметром до 25 мм скрепляют точечной сваркой, перевязкой вязальной проволокой или с помощью специальных соединительных элементов,а стержни диаметром 25 мм и выше — при помощи дуговой сварки;
для получения крестовых соединений двух или трёх пересекающихся стержней диаметром 3…40 мм из стали класса A-I, A-II, A-III и проволоки d = 3…8 мм классов B-I и Bp-I применяют точечную контактную сварку.Перевязкой и сваркой должно быть соединено не менее 50% всех пересечений, в том числе обязательно пересечение стержней с хомутами (в углах).
Технология армирования ленточного фундамента
Схема армирования ленточного основания с указанием способов примыкания
Армирование любого фундамента, в том числе и ленточного, состоит с нескольких подготовительных этапов:
- Расчет нагрузки здания на фундамент, а также подошвы на грунт.
- Выбор оптимального типа арматуры в зависимости от расчетных показателей, а также финансовых показателей.
- Подготовка строительной площадки, что включает расчистку территории, выкапывание траншеи по периметру будущего здания.
- Дно и стенки траншеи тщательно выровнять, устранить растительность и затем установить деревянную опалубку.
- На дне траншеи сделать песчано-гравийную подушку и утрамбовать ее.
После всех подготовительных работ можно начинать формировать арматурный каркас и в этом случае для более наглядного представления технологического процесса будет использоваться стальная арматура.
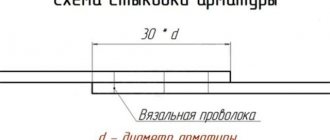
Указания по сборке и сварке стержней арматуры
При сборке арматурных каркасов должна строго соблюдаться соосность стержней. Смещение не должно превышать 0,1d, а перелом в месте стыка — не более 3о. Размеры фланговых швов: высота h=0,25d, но не менее 4 мм, ширина b=0,5d, но не менее 10 мм.
Для сварки стержней из стали всех классов, кроме A-I, применяют электроды марки УОНИ 13/55У или аналогичные:
- арматуру диаметром до 36 мм сваривают электродами диаметром 4-5 мм
- арматуру диаметром 40 мм и выше — электродами диаметром 5-6 мм
Сварку выполняют без перерыва до полной заварки стыка, обязательно заплавляя кратеры. Затем заваривают фланцевые швы. Сила тока при ручной сварке колеблется от 220А при d=20 мм до 330А при d=40 мм.
Длина выпусков арматуры из тела бетона между стыкуемыми стержнями должна быть не менее 150 мм при нормальных зазорах и 100 мм при использовании вставки. При увеличенных зазорах между стыкуемыми стержнями допускается применение одной вставки из арматуры того же класса и диаметра.
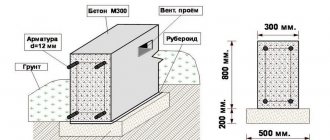
Схема армирования ленточного фундамента
Схема армирования ленточного основания здания
Практически все строители практикуют армирование по готовым геометрическим фигурам − квадрату или прямоугольнику. Столбчатые фундаменты армируют по кругу. Причина тут кроется в идеально правильных формах арматурного каркаса, ведь ровные линии и точные соединения гарантируют прочность конструкции в целом.
Чтобы сделать каркас правильно, нужно соблюсти толщину подушки прямо в траншее с учетом необходимого запаса для гидроизоляции и защитного слоя бетона. Поэтому, даже после заливки бетоном арматурного каркаса сложности в возведении основания не заканчиваются. Теперь нужно правильно и тщательно закрыть поверхность гидроизоляцией, причем категорически запрещено ее повреждать.
Именно ленточный фундамент считается самым простым и дешевым основанием в частном строительстве. Такое основание дешевое в возведении, так как здесь используется минимум рабочей силы, не нужно брать в аренду мощную строительную технику, также нет нужды использовать более дорогую мощную и прочную арматуру.
Единственная сложность – приходится делать сложные математические расчеты армирования, правильно устанавливать пояса и качественно их соединять.
Бессварочные методы соединения арматуры
При монтаже арматуры из отдельных стержней, усилении сеток и каркасов дополнительными стержнями крестовые соединения стержней арматуры, в местах их пересечения следует скреплять вязальной проволокой или с помощью проволочных фиксаторов.
Концы стержней в бессварных соединениях из арматуры гладкого профиля в растянутой зоне делают с крюками, а из стали периодического профиля — без крюков. В местах стыкования стержни должны быть связаны проволокой двойным узлом.
Расстояние между стыками, расположенными в разных сечениях каркаса, должны быть не менее длины нахлёстки или полунахлёстки. Стыки не должны совпадать с местами изгиба стержней.Расход стальной проволоки диаметром 1…1,5 мм для вязки 1 тн арматуры составляет 4…5 кг, при диаметре стержней свыше 25 мм их следует скреплять дуговой сваркой.
Длину перепуска вязальных арматурных сеток и каркасов в рабочих стыках, выполняемых внахлёстку без сварки, в растянутой зоне — из стержней с номинальным диаметром d смотрите по таблице 4.
Таблица 4. Сварные сетки и каркасы в рабочем направлении стыкуются внахлёстку без сварки
| Тип рабочей арматуры | Условия работы стыка | Бетон проектной марки | |
| М-150 | М-200 и выше | ||
| 1. Горячекатаная арматура периодического профиля класса A-II, гладкая класса A-I | В растянутой зоне не изгибаемых элементов | 35 d | 30 d |
| В растянутых элементах | 40 d | 40 d | |
| 2. Горячекатаная арматура периодического профиля класса A-III и упрочнённая вытяжкой непериодического профиля класса A-IIB | В растянутой зоне не изгибаемых элементов | 45 d | 40 d |
| В растянутых элементах | 50 d | 40 d | |
| Примечание: 1. В любом случае длина перепуска Lн должна быть не менее 250 мм. 2. Длина перепуска Lн в сжатой зоне может быть на 10d меньше, но не менее 200 мм. | |||
В направлении монтажной арматуры сетки укладываются без перепуска с расстоянием 200 мм по осям крайних рабочих стержней соседних сеток. Смещение арматурных стержней при их установке в опалубку, а также при изготовлении арматурных каркасов и сеток не должно превышать 1/5 наибольшего диаметра стержня и 1/4 диаметра устанавливаемого стержня.
Для защиты арматуры от коррозии необходимо устраивать защитный слой из бетона согласно таблице 5.
Таблица 5. Минимальная допустимая толщина защитного слоя из бетона
| Наименование железобетонных изделий | Толщина защитного |
| 1. Плиты и стены толщиной до 100 мм из бетона: | |
| — тяжёлого | 10 мм |
| — лёгкого | 15 мм |
| 2. Плиты и стены толщиной более 100 мм | 15 мм |
| 3. Рёбра часторебристых покрытий | 15 мм |
| 4. Блоки и колонны при диаметре арматуры: | |
| до 20 мм | 20 мм |
| от 20 мм до 35 мм | 25 мм |
| более 35 мм | 30 мм |
| при арматуре из проката | 50 мм |
| 5. Нижняя арматура фундамента: | |
| при наличии подготовки 36 мм | 36 мм |
| без подготовки 70 мм | 70 мм |
| 6. Фундаментные балки | 36 мм |
В каждой изготовленной предприятием партии арматуры должен быть документ установленной формы, соответствующий стандарту «Арматура и закладные детали сварные для железобетонных конструкций».
В документе (паспорте или сертификате на партию) указывают:
- реквизиты завода-изготовителя
- дату изготовления, номер партии
- тип и число изделий в партии
- марку стали
- результаты внешнего осмотра, обмеров и механических испытаний.
Установленные в конструкции дома (здания) арматуру и арматурные каркасы оформляют актом на скрытые работы, которые фиксируют номера чертежей, отступления от проекта, качество арматурных работ и заключение о возможности бетонирования.
Выбор арматуры
Для устройства надежного каркаса под фундамент из арматуры, необходимо правильно подобрать материал.
Если необходимо выполнить армирование основы для дома в один или в два этажа, либо возвести иную легкую постройку, подойдет металлическая арматура сечением 1.0 – 2.4 см.
Материал с более толстым сечением обойдется значительно дороже, а показатель его прочности все равно не будет задействован. А вот обвязка каркаса фундамента из менее толстой арматуры может созданную нагрузку не выдержать.
Правильное решение – применить специальные арматурные прутья с рифлением. Они обеспечивают отличное сцепление с бетоном, гарантируют высокий уровень прочности и надежности. Аналог с гладкой поверхностью обойдется вам несколько дешевле, но для применения не подходит в связи со слабой адгезией. Исключением считаются соединения поперечного типа, так как на них меньше воздействует нагрузка.
Если под фундаментным основанием находится однородный почвенный состав, разрешается армокаркас для ленточного фундамента сделать из прутьев диаметром 1.0 – 1.4 см. В случае неоднородности грунта нагрузочное усилие на фундаментную основу увеличивается, и правильней под металлический каркас для армирования ленточного фундамента приобрести пруты, диаметр которых варьируется в пределах 1.6 – 2.4 см.
Естественно, что более толстые металлические прутья стоят достаточно дорого. Но если вы делаете каркас для фундамента из арматуры своими руками, то, вероятней всего, объемы не такие уж и большие, и большой переплаты не будет. Зато готовое основание будет отличаться надежностью и прочностью.
При самостоятельных расчетах и выборе металлической арматуры существует вероятность ошибок, способных в будущем обернуться поломками. Будет лучше, если вы закажете составление проекта и всех расчетов специалистам.